Ausführung
Form
- SA: Druckstift Stahl, ohne Abdichtung
- KA: Druckstift Kunststoff, ohne Abdichtung
- SB: Druckstift Stahl, mit Abdichtung
- KB: Druckstift Kunststoff, mit Abdichtung
Gehäuse
Aluminium
blank
Druckstück
Stahl bei Form SA / SB
- verzinkt, blau passiviert
Kunststoff bei Form KA / KB
Polyacetal (POM)
Druckfeder
Edelstahl 1.4310
Federstahl brüniert
Federstahl verzinkt, blau passiviert
Abdichtung
Chloropren-Kautschuk (CR)
Information
Federnde Seitendruckstücke GN 715 sind vielseitig und rationell einzusetzende Elemente zum Halten, Positionieren und Spannen von Werkstücken.
Sie sparen aufwendige Aufbauten, beanspruchen wenig Raum und sind leicht zu montieren. Aufgrund des Rändels der Hülse genügt eine Bohrungs-Toleranz H8.
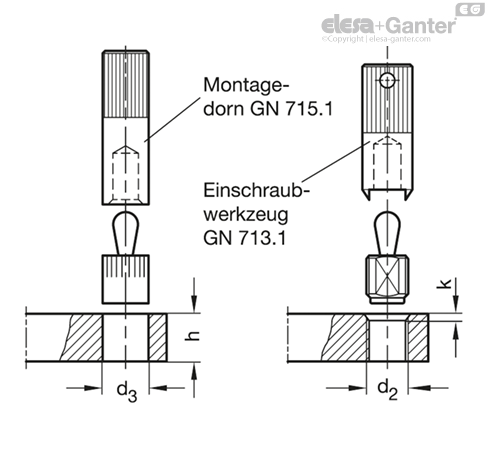
Zum Einpressen der Seitendruckstücke sind Montagedorne GN 715.1 lieferbar (siehe Tabelle).
Konstruktions- und Montagehinweise
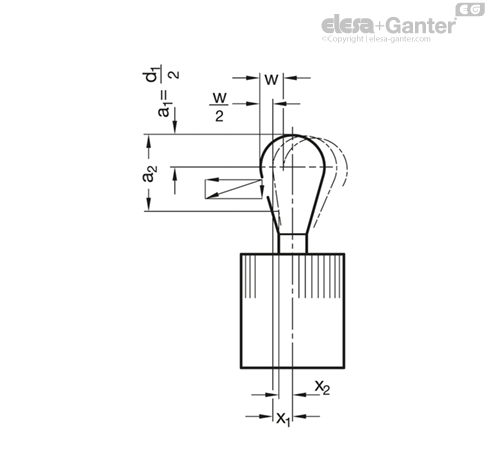
w = Verstellweg des Druckstiftes
F = Seitendruckkraft in N
Anfangsdruck = F0
Enddruck = 1.1 x F0
a2-a1 = Bereich, in dem der Druckpunkt (Werkstückkante) liegen soll
x = Abstand Mittelachse – Druckpunkt bei w2
x1 für obersten Druckpunkt (a1)
x2 für untersten Druckpunkt (a2)
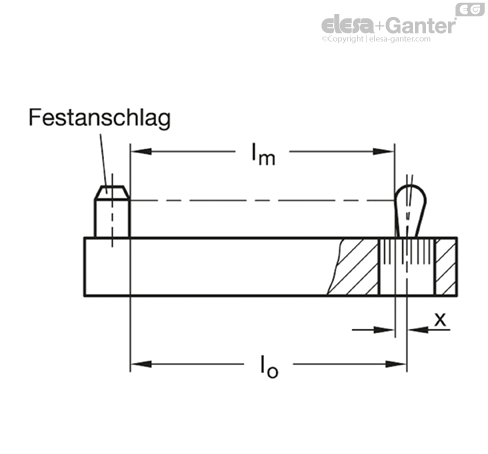
l0 = Abstand Festanschlag - Bohrung Seitendruckstück
l0 = lm + x
lm = mittlere Werkstücklänge lmax. + lmin./2
Bei Druckpunkten (Werkstückhöhen), die zwischen a1 und
a2 liegen, ergibt sich eine Kraftkomponente nach unten. Gleichzeitig ist für x ein Wert zwischen x1 und
x2 (interpolieren).
Bei Beachtung obiger Angaben ist gewährleistet, dass der gesamte Ver-stellweg des Seitendruckstückes zum Ausgleich der Werkstücktoleranz zur Verfügung steht.
Zur Montage der Seitendruckstücke empfiehlt sich die Verwendung von Montagedornen GN 715.1 bzw. Einschraubwerkzeugen GN 713.1.
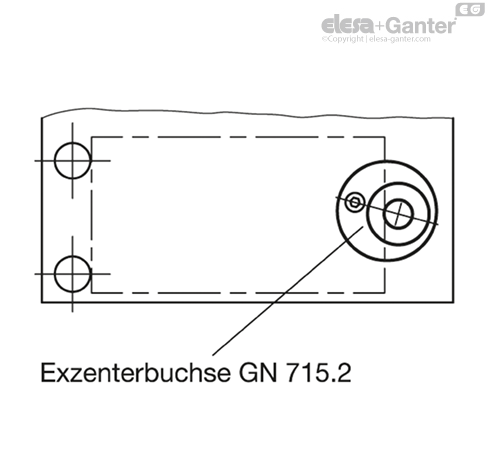
Exzenterbuchsen GN 715.2 stellen eine Montagehilfe dar für GN 714 /GN 715. Sie ermöglichen ein Justieren des Seitendruckstückes in die günstigste Spannstellung. Dadurch kann l0 verändert werden z. B. zur Überbrückung größerer Toleranzbereiche eines Werkstückes.