Information
Lastbügel GN 587.2 werden mit separaten Anschlag- und Zurrmitteln verwendet. Sie werden an Lastaufnahmemitteln oder direkt an der Last angeschweißt und können dann Belastungen in beliebiger Richtung aufnehmen.
Lastbügel der Form K können direkt an der Kante angebracht werden und verfügen über einen großen Schwenkbereich. Dabei ermöglichen die Distanznocken eine umlaufende Schweißnaht gemäß den Hinweisen zum Schweißen auf dem Normblatt.
Die Radialklemmfedern halten den Bügel in jeder Lage und dämpfen etwaige Geräuschentwicklung bei Vibrationen. Alle Teile sind unverlierbar miteinander verbunden.
Die Nenntragfähigkeit ist auf dem Lastbügel angegeben. Lastbügel GN 587.2 entsprechen der Maschinenrichtlinie 2006/42/EG und den DGUV-Grundsätzen GS-HM-36.
Belastbarkeit
| Durchmesser d | F1 | F2 |
| max. in t | max. in t |
| 48 | 4 | 4 |
| 60 | 6.7 | 6.7 |
| 65 | 10 | 10 |
Die angegebenen Belastungswerte gelten für eine Einsatztemperatur von –40 °C bis +200 °C. Weitere Informationen enthält die Betriebsanleitung.
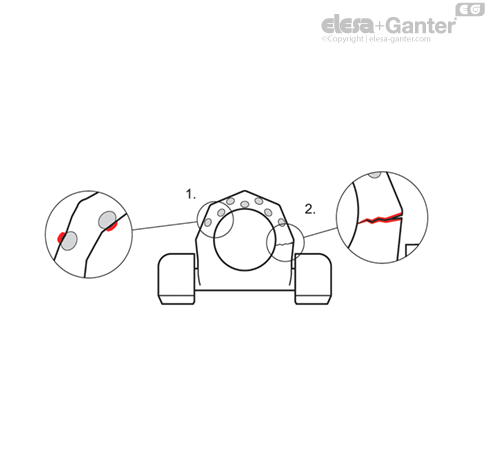
Ablegereife / Gebrauchsdauer / Sicherheitshinweise
1. Anhand der Verschleißmarkierungen kann die Abnutzung des Anschlagpunktes kontrolliert werden. Wenn sich diese flächig mit der Außenkontur oder der Kontur der Bohrung decken, ist das Lebensdauerende des Anschlagpunkts erreicht, was auch als Ablegereife bezeichnet wird.
2. Wenn der Anschlagpunkt verbogen ist oder Risse und sonstige Beschädigungen aufweist, ist der weitere Einsatz nicht mehr sicher und muss unterlassen werden.
In beiden Fällen muss der Austausch veranlasst werden.
Die Angaben der Betriebsanleitung sind bei Montage, Inbetriebnahme und Gebrauch einzuhalten. Sie liegt dem Produkt bei bzw. wird auf der Produktseite auf elesa-ganter.at digital bereitgestellt.
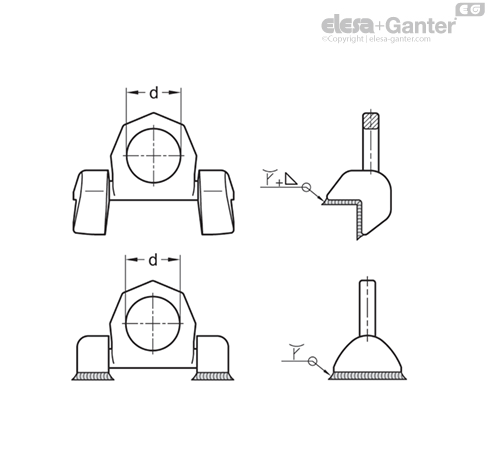
Befestigung / Hinweise zum Schweißen
| Form K |
| Durchmesser d | Größe Schweißnaht |
| 48 | HY 4 + a3 |
| 60 | HY 5 + a3 |
| 65 | HY 8 + a3 |
| Form P |
| Durchmesser d | Größe Schweißnaht |
| 48 | HY 3 |
| 60 | HY 5 |
| 65 | HY 6 |
Die Schweißung muss von einem geprüften Schweißer nach ISO 9606-1 durchgeführt werden.