Schließen




GN 148-A
GN 148
Stellfüße
mit Schwingungsdämpfung
mit Zweiloch-Flansch
mit Schwingungsdämpfung
mit Zweiloch-Flansch


AusführungInformationZubehörTechnische Informationen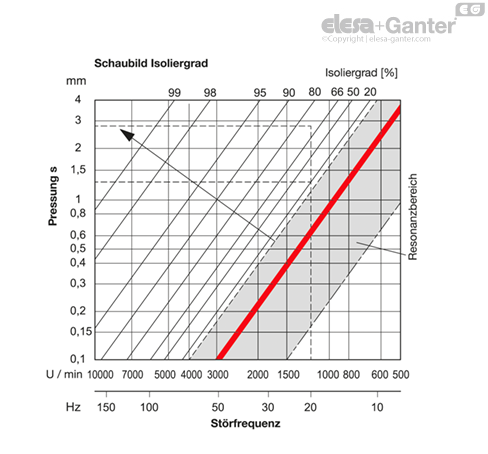
 Montagebeispiel
Montagebeispiel
Ausführung
Form
- A: mit Zweiloch-Flansch (d1 = 60/90/113)
- B: mit Vierloch-Flansch (d1 = 113 / 126)
Kennziffer
- 1: ohne Abreißsicherung
- 2: mit Abreißsicherung
Schwingungsdämpfung
Naturkautschuk (NR)
aufvulkanisiert
temperaturbeständig bis 80 °C
Härte Shore A ±5
weich 43
mittel 57
Härte 68
Stahlblech
verzinkt, blau passiviert
Schraubeneinsatz
Stahl
verzinkt, blau passiviert
Information
Mit Maschinenfüßen GN 148 können insbesondere schwere Maschinen und Aggregate schwingungsisoliert aufgestellt werden.
Dies hat einen positiven Einfluss auf die Lebensdauer einer Maschine und trägt zur Lärmminderung bei.
Dabei zeichnet sich ihr Aufbau dadurch aus, dass auch Horizontalkräfte aufgenommen werden können. Die Ausführung mit Abreißsicherung (Kennziffer 2) schützt die Maschinenfüße vor der Zerstörung durch Abreißen bei Überlastung durch Zug.
Die Angaben über die Belastbarkeit sind unverbindliche Richtwerte unter Ausschluss jeglicher Haftung. Sie stellen generell keine Beschaffenheitszusage dar. Ob ein Produkt für den jeweiligen Einsatz geeignet ist, muss in jedem Einzelfall vom Anwender ermittelt werden.
Zubehör
- Gummiunterlagen GN 148.2
Technische Informationen
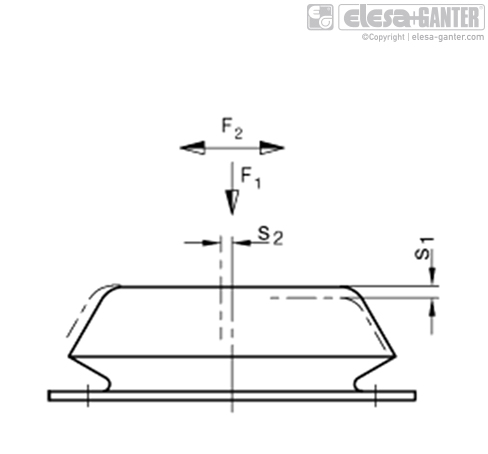
F1 = Statische Last in vertikaler Richtung (Druck)
F2 = Statische Last in horizontaler Richtung (seitlicher Schub)
s1 = Pressung in vertikaler Richtung (Federweg) bei Belastung durch F1
s2 = Pressung in vertikaler Richtung (Federweg) bei Belastung durch F2
Steifigkeit R:
ist die Last, die eine Pressung des Dämpfungselementes um 1 mm bewirkt. (Federrate)
Formel zur Berechnung der Steifigkeit: R = F / S
Die untenstehende Tabelle enthält Angaben zur maximalen statischen Last F, zur maximal zulässigen Pressung sowie zur daraus resultierenden Steifigkeit R.
Mit dem aufgezeigten Verfahren lässt sich mit den u. g. Werten der erreichbare Isoliergrad der Schwingungen, abhängig von der Störfrequenz, ermitteln.
| d1 | Härte in Shore | max. statische Last F1 in N | Steifigkeit R1 in N/mm | max. Kompression s1, in mm | max. statische Last F2 in N | Steifigkeit R2 in N/mm | Max. Kompression s2 in mm |
| 60 | 43 | 1100 | 340 | 3.2 | 2300 | 770 | 3 |
| 60 | 57 | 1750 | 550 | 3.2 | 3400 | 1130 | 3 |
| 60 | 68 | 2800 | 930 | 3 | 4000 | 1330 | 3 |
| 90 | 43 | 1500 | 430 | 3.5 | 3000 | 750 | 4 |
| 90 | 57 | 2800 | 800 | 3.5 | 5000 | 1330 | 3.75 |
| 90 | 68 | 4500 | 1290 | 3.5 | 7000 | 1870 | 3.75 |
| 113 | 43 | 3500 | 1000 | 3.5 | 4500 | 1290 | 3.5 |
| 113 | 57 | 6500 | 1860 | 3.5 | 7500 | 2140 | 3.5 |
| 113 | 68 | 10000 | 2860 | 3.5 | 11000 | 3140 | 3.5 |
| 126 | 43 | 7500 | 2140 | 3.5 | 9000 | 2570 | 3.5 |
| 126 | 57 | 12500 | 3570 | 3.5 | 15000 | 4290 | 3.5 |
| 126 | 68 | 19000 | 5340 | 3.5 | 22500 | 6430 | 3.5 |
Begriffe
Störfrequenz [Hz]:
ist die Frequenz, die von einer Maschine ausgeht, z. B. die
Maschinen-Hauptwellendrehzahl [U/min.].
Statische Last F [N]:
ist die Belastung pro schwingungsdämpfendem Element (Maschinenfuß).
Isoliergrad [%]:
Maß für die Absorbierung der Störfrequenz (Dämpfung).
Pressung s [mm]:
ist die Veränderung der Höhe des Dämpfungselementes (Federweg).
Steifigkeit R [N/mm]:
ist die Last, die eine Pressung des Dämpfungselementes
um 1 mm bewirkt (Federrate).
Bestimmung des geeigneten Maschinenfußes und des erreichbaren Isoliergrads
Zunächst muss die statische Last F pro Maschinenfuß ermittelt werden. Bei günstig angeordneten Maschinenfüßen undeiner dadurch gleichmäßig verteilten Last F errechnet sich diese nach folgender Formel:
Gewichtskraft der Maschine [N] / Anzahl der Maschinenfüße = Statische Last F [N] / pro Maschinenfuß
Mit der errechneten statischen Last F wird ein Maschinenfuß aus der Tabelle ausgewählt. Dabei ist zu beachten, dass diestatische Last F möglichst nahe bei der statischen Belastbarkeit liegt, diese jedoch nicht überschreitet. Die zugehörige Steifigkeit R des gewählten Fußes ist ebenfalls der Tabelle zu entnehmen.
Nach der untenstehenden Formel wird dann die tatsächliche Pressung errechnet.
Statische Last F[N] / pro Maschinenfuß / Steifigkeit R [N/mm] = tatsächliche Pressung s [mm]
Ausgehend von der errechneten, tatsächlichen Pressung s kann nun der erreichbare Isoliergrad in Abhängigkeit von derStörfrequenz im obigen Schaubild abgelesen werden.
Um den erreichbaren Isoliergrad zu optimieren, kann die Anzahl der Füße so verändert werden, dass die statische Last F proMaschinenfuß möglichst nahe unterhalb eines der in der Tabelle angegebenen Werte für die statische Belastbarkeit liegt. Dadurch wird die Pressung s erhöht, was zu einem besseren Isoliergrad führt.
Generell kann gesagt werden, dass sich bei ausreichender Pressung mittlere und hohe Frequenzen sehr gut isolieren lassen.
Montagebeispiel
/RedirectToProductView?storeId=10151&langId=-3&catalogId=11551&getCategoryPadre=true&=
Fragen Sie! Wir werden versuchen so schnell wie möglich zu antworten.
*Pflichtfeld
Ihre Anfrage wurde gesendet und wird so schnell wie möglich bearbeitet.
Fehler
Diese Produkte könnten Sie auch interessieren.