Schließen




Download
4. BEARBEITUNGSTOLERANZEN
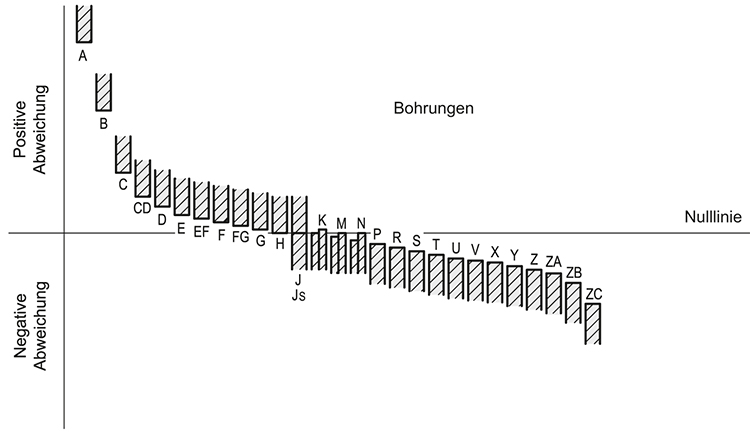
Das Bezugstoleranzsystem ist das ISO Toleranzsystem
TOLERANZEN FÜR METALLEINSÄTZE
- Glatte Bohrungen in den Naben von Knöpfen und Handrädern
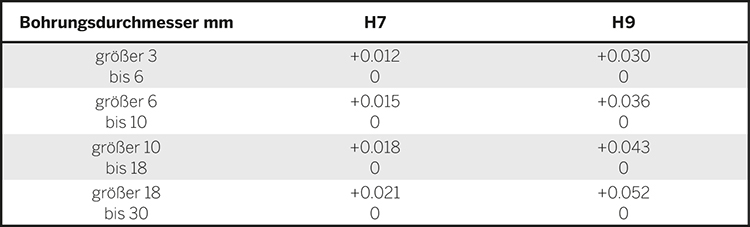
Für die gängigsten Ausführungen stehen verschiedene Standardbohrungen zur Verfügung, so dass der Anwender auf eine reichhaltige Auswahl zurückgreifen kann. Die Toleranz dieser Bohrungen liegt in der Regel bei H7, in wenigen Fällen auch bei H9. Der Toleranzgrad wird in den Tabellen zu jedem Artikel in der Spalte “Bohrungsgröße” ausgeführt. In den Fällen, in denen eine Standardbohrung nicht angeboten werden kann, wird entweder eine Vorbohrung oder eine Nabe ohne Bohrung verwendet.
- Innengewinde und Gewindebolzen
Bearbeitung nach ISO metrische Gewinde für normale Schraublänge (siehe Tabelle in Kapitel 10, Seite A24).
- Innengewinde = Toleranz 6H.
- Gewindebolzen = Toleranz 6g
TOLERANZEN VON BOHRUNGEN UND GEWINDEN AUS GEFORMTEN KUNSTSTOFFEN
- Glatte Bohrungen (für Griffe mit Durchgangsloch).
Trotz erheblicher Schwierigkeiten bei der Beibehaltung der Toleranzen im Bearbeitungsvorgang, bei dem zahlreiche Faktoren das Endergebnis beeinflussen, wird der Durchmesser der Axialbohrung normalerweise mit einer Toleranz von C11 eingehalten.
- Innengewinde (für Griffe ohne Metallbuchse).
Diese werden in der Regel an der unteren Toleranz gehalten, so dass die Montage bei Umgebungstemperatur etwa schwergängig sein kann.
- Außengewinde (für Verschlußschrauben)
In diesem Fall muss aus verfahrenstechnischen Gründen und wegen der Eigenschaften des Kunststoffs, der geringe Feuchtigkeitsmengen aufnehmen kann, die Toleranz unter Berücksichtigung dieser Faktoren gewählt werden, wobei das Festziehen des Teiles in der Praxis nie in Frage gestellt ist.
-
Allgemeines
-
1. Kunststoffe
- 1.1 Mechanische Festigkeit
- 1.2 Wärmebeständigkeit
- 1.3 Festigkeit und Oberflächenhärte
- 1.4 Chemikalienbeständigkeit
- 1.5 Witterungs- und UV-Strahlenbeständigkeit
- 1.6 Brennverhalten
- 1.7 Elektrische Eigenschaften
- 1.8 Oberflächenbeschaffenheit und Reinigungsfähigkeit
- 1.9 Konformität nach internationalen Normen
- 1.10 Kompetenz der Elesa+Ganter Entwicklung
- 2. Metallwerkstoffe
- 3. Andere Werkstoffe
- 4. Bearbeitungstoleranzen
- 5. Feststehende Griffe
- 6. Einbaumaßnahmen
- 7. Sonderausführungen
- 8. Farben
- 9. Testwerte
-
10. Technische Tabellen
- 10.1 Umrechnungstabellen
- 10.2 DIN 79 Vierkant für Spindeln und Bedienteile
- 10.3 DIN 6885 Keilnuten
- 10.4 GN 110 und GN 110.1 Querbohrungen
- 10.5 DIN 13 metrisches ISO-Feingewinde
- 10.6 DIN 228 Rohrgewinde
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Festigkeitswerte
- 10.8 ISO-Grundtoleranzen DIN ISO 286
- 10.9 IP Schutzarten
- 10.10.1 PFB | PRB Gewindesicherung klemmend mit Polyamid-Fleckbeschichtung/Polyamid-Rundumbeschichtung
- 10.10.2 Bei der Gewindesicherung MVK (Mikroverkapselung) handelt es sich um eine klebende Sicherung (Farbkennzeichnung rot).
- 10.11 Werkstoffeigenschaften von Edelstahl
- 10.12 Oberflächenbehandlungen
- 10.13 Eigenschaften von Stahl, Zink-Druckguss, Aluminium, Messing
- 10.14.1 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.14.2 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.14.3 Eigenschaften von Duroplast, Elastomer, Thermoplast und Naturkautschuk
- 10.15 Belastbarkeiten von Bügelgriffen
- 10.16 Belastbarkeit von Metallscharnieren
- 10.17 Festigkeitsklassen von Rastbolzen
- 10.18 GN 965 und GN 968 Montagesets
- 11. Gummipuffer
-
1. Kunststoffe
- Hygienic Design
- Handräder
- Bediengriffe
- Einstellelemente, Drehknöpfe
- Stellungsanzeiger
- Rastelemente
- Kreuz-, Gabel- und Winkelgelenke
- Übertragungselemente
- Gelenkfüße
- Scharniere
- Verriegelungen
- Schnellspanner, Kraftspanner, Spannverschlüsse
- Hydraulikelemente
- Rohr- Klemmverbinder, Klemmhalter, Lineareinheiten
- Rollen und Räder
- Haltemagnete
- Förderband Komponenten
- Linearkugellager
- Schwingungsdämpfer
- Vakuumbauteile
- Elastomerfedern